涂塑复合钢管的技术说明
涂塑复合钢管是由一层聚乙烯(PE)树脂、乙烯-丙烯酸共聚物(EAA)、环氧(EP)粉末、无毒聚丙烯(PP)或无毒聚氯乙烯(PVC)等有机物质组成的钢塑复合管材,其厚度为0.5~1.0mm
内外覆塑管道是由聚乙烯(PE)树脂、乙烯-丙烯酸共聚物(EAA)、环氧粉末(EP)和无毒聚丙烯(PP)组成的一层,厚度为0.5~1.0 mm),它不仅具有强度高、连接方便、抗水冲击等优点,而且克服了这些缺点对于钢管,如易腐蚀、污染、结垢、塑料管强度低、防火性能差等,设计寿命可达50年。主要缺点是安装时不允许弯曲。热作、电焊切割时,应在切割面涂上厂家提供的无毒常温固化胶,刷底管、螺旋焊管、纵焊管和无缝钢管
内外覆塑复合钢管是以无缝钢管或直缝焊管为基础。使用前需将焊接筋去除,然后用可食性聚乙烯或环氧树脂粉末制成有机塑料涂层。过去,简单地在钢材表面刷一层漆来简单地保护。油漆中有许多有害物质,威胁着人们的健康。目前,这种有机塑料涂料更符合环保标准。在高温熔融状态下,将有机塑料粉末与钢管内外壁熔融在一起,形成一种新型管材。
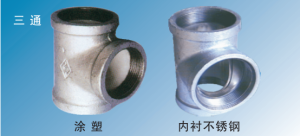
衬塑钢管是以镀锌的无缝或者焊接钢管为基管,内壁去除焊筋后,衬入与镀锌管内等径的食品级聚乙烯(PE)管材,聚乙烯衬层厚度要求符合CJ/T136-2007标准,最后加压加热一定时间后成型,是传统镀锌管的升级型产品。内筋嵌入式衬塑钢管采用独特的机械拉拔复合工艺,通过对金属管的缩径压迫内层塑料管,使两种材料产生永久性合理过盈,加之焊管内表面独特设计的花纹内筋对塑料管外表面的嵌入作用,以及塑料管复合前的物理和化学改性,使得内筋嵌入式衬塑钢管具有不分层、不缩管,长期使用有保障的特点。内外涂塑复合钢管和衬塑钢管区别相信大家在看完后已经知道了答案。简单总结一下就是当你看到钢管内的是类似一层涂层的时候,且涂层厚度很薄,这一般就是内外涂塑复合钢管。当你看到钢管内是类似又嵌入了一个塑料管道这种就是内衬塑钢管了。
使用:输送热水的管材、管件可以输送冷水。设计安装:检验、验收—参照标准:《建筑给水钢塑复合管管道工程技术规程》运输贮存:涂塑管在运输过程中,不应抛摔或剧烈撞击。装卸时应使用尼龙带吊装,外镀锌内涂塑复合钢管应平直堆放在室内或阴凉处,露天存放时须用遮雨蓬遮盖,并远离热源、火种,不得长期堆放在室外阳光直射和严寒场所。不得与有毒有害物混贮。注意事项:涂外镀锌内涂塑复合钢管的断面不得与水接触,不得采用非衬塑管件代替衬塑管件,不得采用在可锻铸铁管件内涂塑的管件,凸面带颈螺纹钢制法兰内应有注塑的接口,与阀口螺纹连接应采用专用过渡件,与给水栓连接也应采用专用过渡件,沟槽式连接采用专用橡胶密封圈.涂塑复合钢管具备着钢管和塑管双重优点。
由于涂塑复合钢管和衬塑钢管的加工方法和所用材料不同,czgh1造成了使用寿命和价格的差异。涂塑复合钢管各项性能指标远比衬塑钢管为好。由于涂塑复合钢管所用涂料价格较高,加工方法复杂,费用较高,所以比衬塑钢管的市场价稍高。涂塑复合钢管的质量更好,故障率低,使用寿命比衬塑钢管要长。
因为其烘烤固化温度较高,达140℃,可用于电器开关柜、电子仪器仪表、金属硅箱等装饰性保护,电动机转子或铜排的电绝缘防护,厨房用具、汽车零部件、船舶、建筑材料、地下设施等防腐蚀与防锈防腐工艺的处理原则前处理质量好坏对涂层的性能影响极大。在实际涂装过程中由于前处理不好而达不到预期防蚀效果的例子很多。特别是许多性能优异的防腐蚀涂料,只有严格按照其各自的要求才可形成正常的涂层,达到预期的防蚀保护作用。环氧粉末防腐钢管层是近年来发展起来的新型防腐层,FBE涂层有单层和双层两种。所谓FBE涂层一般指单层溶解环氧涂层。单层FBE涂层采用专用的溶解环氧粉末涂料作为成膜材料,采用静电喷涂工艺涂敷环氧粉末涂料,一次成膜。
内外涂塑钢塑复合钢管价格便宜内外涂塑钢塑复合钢管价格便宜内外涂塑钢塑复合钢管价格便宜钢管公司大力推进备件国产化和修旧利废工作,降低修理费,加大新机组进口设备备件国产化的比例,特别是“159”作业区,“460”作业区热处理线及进口探伤机设备的轴承,喷嘴的国产化,仅一项陶瓷密封国产化即可节约备件费用10万元。同时,钢管公司继续加大奖励力度,通过推进自主改善及科技进步,小改小革等活动,调动一线职工积极性,深入推进修旧利废工作。如奥氏体沉淀不锈钢在固溶处理后或经冷加工后,在400~500℃或700~800℃进行沉淀硬化处理,可获得很高的强度。即某些合金的过饱和固溶体在室温下放置或者将它加热到一定温度,溶质原子会在固溶点阵的一定区域内聚集或组成第二相,从而导致合金的硬度升高的现象。通过管控重点用能设备,使能耗指标得到了有效控制。钢管公司对“180”作业区环形炉实施全面节能改造,增加炉墙厚度,增强炉体耐材的保温效果,实行整体浇注,增强炉体的密封性,降低炉体热损失,在吹吸灰等主要压缩空气消耗部位增设气动阀,实现自动控制,降低压缩空气消耗50%,“159”作业区环形炉实施强化热辐射节能项目,在炉膛的炉顶和炉墙适当部位,安装约2万余个热辐射元件,把优质热能迅速辐射到钢坯。制钢部建立并完善能源计量仪表网络强化辐射传热,加快传热速度,该项目降低天然气消耗10%。
上一条: 分析涂塑复合钢管的运用和防腐工艺
相关新闻
- 选择涂塑复合钢管要看那些方面
- 镀锌钢塑复合管按工艺可分为几种类型
- 内外衬塑复合管对实际应用程序有什么好处?
- 10月底冷水钢塑复合管或有反弹空间吗?
- 目前热水钢塑复合管市场成交情况怎么样?
- 热水钢塑复合管和冷水钢塑复合管在使用上有什么区别?
- 分析热水钢塑复合管产品的发展趋势
- 内外衬塑复合管生产的技术要点是什么?
- 冷水钢塑复合管的施工安装有几个步骤?
- 内外衬塑复合管的国家和行业标准是什么?
- 分析涂塑复合钢管的运用和防腐工艺
- 涂塑钢管厂家:涂塑复合钢管储存须知
- 涂塑复合钢管为什么使用寿命较长?
- 钢塑复合管未来的发展前景
- 涂塑复合管在出厂前需要达到什么样的标准呢?
- 衬塑钢管主要表现哪几方显著方面
- 涂塑复合钢管是否成为未来主流管道?
- 涂塑复合钢管基管除锈的规范
- 涂塑钢管和衬塑钢管的区别
- 钢塑复合管分类